A beágyazott és süllyesztett zománc
A tűzzománc a kezdeti időkben még mint drágakő helyettesítési eljárás terjedt el, általa az olcsóbb üvegre cserélték a korabeli mesterek a drágább és nehezebben beszerezhető drágaköveket. Ebből következik, hogy eredeti felhasználása során még egyenesen a drágakövek helyére "foglalták", "ágyazták be" a zománcot, és így díszítettek vele. A beágyazott zománc technikája az évszázadok során önáló ötvöszománc technikává nőtte ki magát, mely során a fém alapba létrehozott árokba, mélyedésbe töltjük a színes zománcport, és úgy égetjük ki a tárgyat.
Maga az árok létrehozása történhet - egyebek mellett-
- véséssel,
- maratással, vert-, trébelt technikával,
- vagy fűrészelt-forrasztott alap kialakításával.
Az ilyen módon elkészített alapot kombinálhatjuk a már ismert rekeszzománc technikával is, amikor az árokba - az árok magasságáig - fémszalagok vagy/és sodronyok segítségével rekeszeket készítünk. Így további lehetőséget adnak a részletgazdag minták kialakítására. Ezt a technikát hívjuk süllyesztett-rekeszzománcnak, melynek egyik legszebb példája a Magyar Szent Korona.
Beágyazott zománc ékszereimhez fűrészelt-forrasztott alapot használok, ennek a technikáját szeretném most bemutatni.
Az ékszeralap elkészítése
A felső rész és a bordák kifűrészelése, reszelése
 Az ékszer tervezése és felrajzolása a már ismertetett módon történik.
Az ékszer tervezése és felrajzolása a már ismertetett módon történik.
Ehhez a technikához már egy kicsit komolyabb műhelyfelszereltség és szakami jártasság szükséges!
A fűrészelés ötvösfűrésszel vagy aranyműves fűrésszel történik. A fűrészelés egyfajta motorikus folyamat, melyet talán leginkább az autóvezetéshez tudnék hasonlítani. Amikor autót vezetni tanulunk, minden mozdulatunkat át kell gondolnunk, meg kell terveznünk, azonban a mozdulatok bevésődésével és automatikussá válásával már szinte észre sem vesszük, hogy mi mindet csinálunk és figyelünk egyszerre. A fűrészelés is ilyen: eleinte még arra is koncentrálnunk kell, hogy a fűrészt függőlegesen tartsuk, azonban sok-sok gyakorlással egy kellemes, kikapcsoló műveletté nőheti ki magát.

Elárulom, hogy én nagyon szeretek fűrészelni, és nagyon szeretem a forrasztott alapokat készíteni, nem véletlen, hogy jelenlegi termékpalettám legnagyobb részét a beágyazott zománc ékszerek teszik ki.
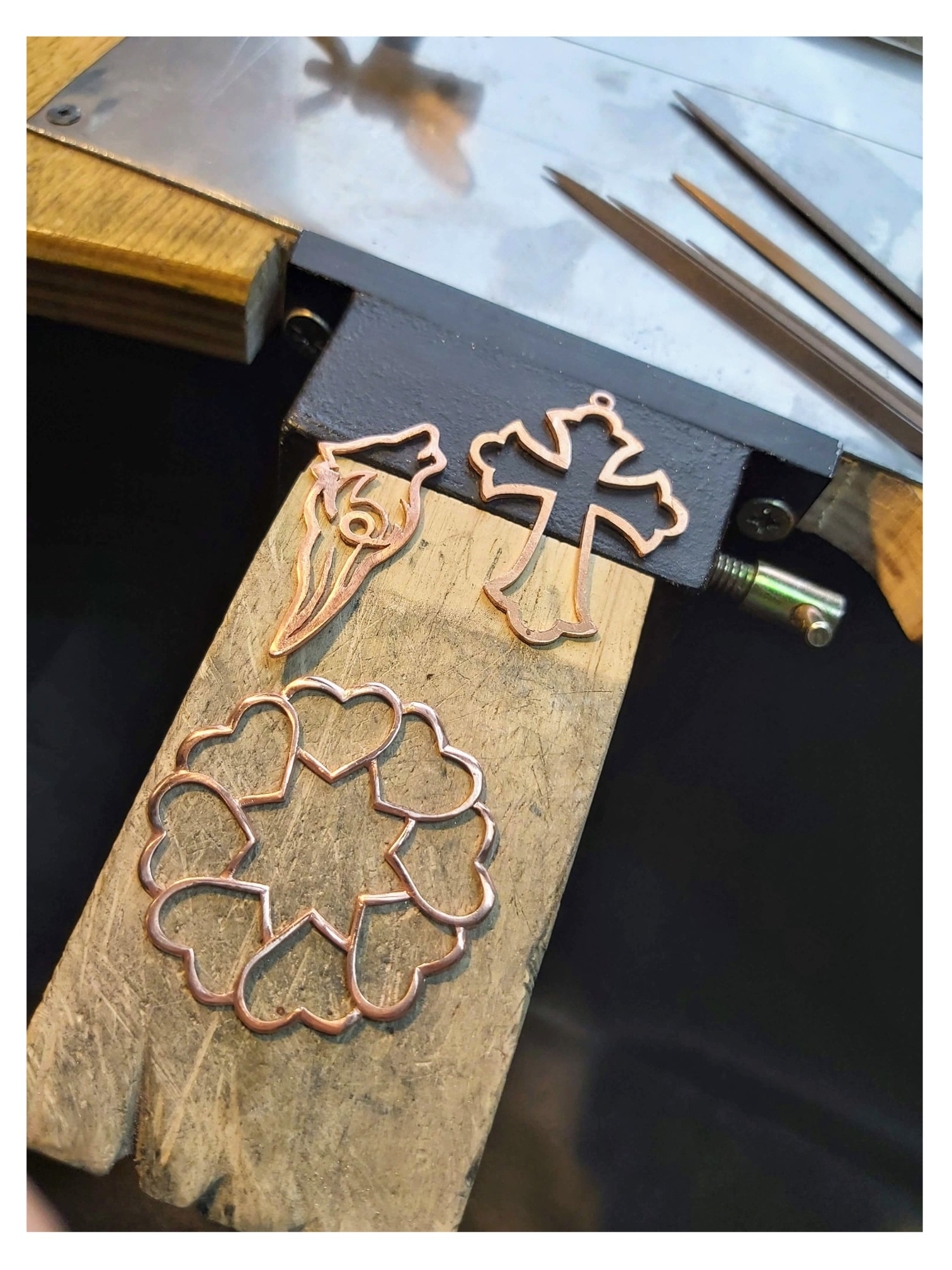 Először a bordázatot - és végsősoron a mintát alkotó vázszerzekezet fűrészelem ki a lemezből, mely majd a későbbiek során a zománcrétegek fészkét biztosítja.
Először a bordázatot - és végsősoron a mintát alkotó vázszerzekezet fűrészelem ki a lemezből, mely majd a későbbiek során a zománcrétegek fészkét biztosítja.
A felső rész kialakítása során ügyeljünk arra, hogy fűrészeléskor bordáink ne vékonyodjanak el, legyenek egyenletesek, és a mintát pontosan kövessék. Bordáink ne legyenek hullámosak, remegősek (kivéve persze, ha valamiért a minta megkívánja), fordítsunk különös figyelmes a sarkok precíz kialakítására is.
- Mivel valószínűleg nagyon kis méretben dolgozunk, használjunk jó minőségű tűreszelőt vagy mini tűreszelőt. A reszelés után csiszoljuk meg a bordák közötti részt, és a teljes felületet.
A fenéklemez kifűrészelése
Ha elkészültünk a mintánk kifűrészelésével, mely az ékszer felső részét fogja majd alkotni, jöhet a "fenéklemez" kivágása. A lemezünket még ne vágjuk formára, de ne is hagyjuk túl nagyra, mivel az a forrasztást megnehezítve elvezeti a hőt. A forrasztás során a kifűrészelt felső vázat fogjuk az fenéklemezhez forrasztani.
Az ékszeralap keményforrasztása
 Amikor forrasztásról beszélek, a keményforrasztást kell rajta érteni, mely igen magas hőfokon történik, ami gyakran közel áll az alapanyag olvadási hőmérsékletéhez, elvégzése komolyabb technikai felkészültséget és szaktudást igényel! A keményforrasztást nem lehetetlen otthoni körülmények között végezni,
Amikor forrasztásról beszélek, a keményforrasztást kell rajta érteni, mely igen magas hőfokon történik, ami gyakran közel áll az alapanyag olvadási hőmérsékletéhez, elvégzése komolyabb technikai felkészültséget és szaktudást igényel! A keményforrasztást nem lehetetlen otthoni körülmények között végezni,
de nagy körültekintést és szaktudást igénylő feladat, ezért ha még nem próbáltad, először mindenképpen kérd egy olyan ember segítségét, aki már végzett keményforrasztást, és tud neked segíteni az alapok elsajátításában!
A forrasztást végezhetjük forrasztópisztollyal, de ha erre nincs lehetőség, használhatunk kézi, gázpalackról üzemeltethető gázlámpát vagy kisebb méretű gázforrasztót, ún. zsebsárkányt is. A keményforrasztást mindig tűzálló felületen, forrasztólapon, vagy állványon végezzük, és különösen körültekintően járjunk el!
A forrasztást megelőzően minden esetben ügyeljünk arra, hogy az összeforrasztani kívánt tárgyaink
- fémtiszták
- zsírtalanítottak legyenek,
- pontosan feküdjenek egymáson, ne legyenek elállások, hullámok bennük.
 A forrasztás elősegítéséhez folyasztó szerre, a forradáshoz ezüstforraszra lesz szükségünk. A folyasztószerek részben oxidációt gátló anyagok, részben a forraszanyag folyását segítik. Az összeforradást elősegítő anyagunk az ezüstforrasz, mely - amennyiben az összeforrasztott alapot a későbbiek során zománcozni fogjuk, válasszunk magas olvadáspontú forrasztót, mely nem olvad majd meg a kemence magas hőmérsékletén. A forrasztandó felületeket folyasztószerrel bevonjuk, és egymásra helyezzük.
A forrasztás elősegítéséhez folyasztó szerre, a forradáshoz ezüstforraszra lesz szükségünk. A folyasztószerek részben oxidációt gátló anyagok, részben a forraszanyag folyását segítik. Az összeforradást elősegítő anyagunk az ezüstforrasz, mely - amennyiben az összeforrasztott alapot a későbbiek során zománcozni fogjuk, válasszunk magas olvadáspontú forrasztót, mely nem olvad majd meg a kemence magas hőmérsékletén. A forrasztandó felületeket folyasztószerrel bevonjuk, és egymásra helyezzük.
Vágjunk (vagy adagoljunk) ezüstforraszt a forrszatndó felületekhez, és kezdjük el a tárgyat melegíteni. A forrasztás során ne kifejezetten a forraszt melegítsük, hanem az egész tárgyat, mivel a célunk az, hogy a hordozó fémtárgy elérje azt a hőmérsékletet, mely a hőátadás során a rajta lévő forraszt megolvasztja. Ha a forraszunk mindenhol befutott a két anyag közé és nincsenek rések, akkor a tárgyat lehűthetjük.
Forrasztás utáni tisztítás, végső kialakítás
Az ékszer lehűlése után a lemezeket tisztítjuk, majd az alaplemezt körbefűrészeljük, az esetleges áttöréseket kifűrészeljük. Az ékszeralapot ezt követően készre reszeljük és csiszoljuk, a bordák közötti részeket maróval fémtisztára tisztítjuk.
Az elkészült alap tűzzománcozása
Az ékszer zománcozása a már ismertetett módon a rekeszek közé helyezett és kiégetett zománccal történik.
+1 bónuszötlet
Láthatjuk, hogy a forrasztott alap elkészítése igen idő és munkaigényes folyamat. Egy-egy bonyolultabb minta kifűrészelése, összeforrasztása, reszelése gyakran több napot is igénybevehet! Emellett magában hordozza, hogy a tűzzománcozás során (mely azért mindig egy kicsit lutri) tönkremehet a fáradságos munkával elkészített ékszeralapunk is.
Ezért, ha jól sikerült a forrasztott alapunk, és esetleg több darabban is szívesen elkészítenénk az ékszerünket, zománcozás előtt célszerű lehet gumi öntőformát készíttetni az alapról, melynek segítségével a későbbiek során
korlátlan számban lehet reprodukálni az alapot
akár ezüstből vagy aranyból is,
lényegesen kisebb munka és időráfordítással.
Emellett az öntött alap nagy előnye, hogy a forrasztás mentén nem fogja a zománcunkat elszínezni, és egy esetleges hibás forrasztás következtében bekövetkező anyagszétválás sem veszélyezteti az ékszerünket, lévén egybeöntött darabról van szó.
Ékszereim 99%-ban ilyen öntött alapra készülnek, általa lehetővé tudom tenni, hogy gazdaságosabb árban, minőségi ékszert készítsek, melyek különlegesek, egyediek és tartósak!
Szöveg: Weigel Mónika
